
Diesmal ein ganz anderes Thema als HiFi:
vielleicht zählen Sie auch zu den zunehmend frustrierten Starmoney Usern und sind vom Abozwang und zunehmender Kompliziertheit und Fehleranfälligkeit frustriert?

Dann kann der Umstieg auf MoneyMoney (mac-OS) überlegenswert sein.
MoneyMoney ist KEIN Abomodell, die Datenbank liegt auf Ihrem Rechner und das Beste:
die Portierung in MoneyMoney gelingt nahtlos und ohne Datenverlust!!
Dies beschreibe ich hier gerne, da ich ziemlich verärgert bin, “was aus starmoney geworden ist”.
Vorgeschichte
Seit 2003 arbeitete ich mit Starmoney, seit 2019 bereitete das Programm zunehmende Probleme:
– Umstellung der Sicherheitsverfahren klappten selten reibungslos
– erheblich Probleme durch verzögerte Updates
– schlechte Erreichbarkeit der hotline mit überforderten Mitarbeitern
– steigende Kosten mit jeder neuen Version
– Umstieg auf das Abomodell
– fehlende Hinweise auf Kompatibilitätsprobleme (Zertifikate) und Betriebssystemversionen
– Zwang, ständig auf aktuelle Windowsversionen “upzudaten”
Schliesslich platzte mir der Kragen, als zwecks notwendiger Aktualisierung der Zahlungsdaten des Abos ein Zugang auf die login-Seite der starmoney.de nicht mehr gelang und ein Rücksetzen des Passwortes unmöglich war.
Ausserdem werkelt ein anderes Unternehmen im Hintergrund, das die “Abopolitik” verantwortet.
Hier die heutige “Kündigungsmail”, nachdem meine Bank die Mastercard ändern musste:
Mna achte auf den Tonfall, die völlig in die Irre führenden links und die allfälligen Hinweise auf “faq”-Seiten, die nach 2 Stunden zu keinerlei Problemlösung führten.
Problemstellung
Hat man jahrelang seine homebanking Software sorgfältig gepflegt, so gibt man den Datenbestand nicht “einfach auf”.
Die gleichzeitig hinterlegte Buchführung war unter SM hilfreich, ebenso die Verwaltung von Einnahme/Ausgabe etc…….
Trotzdem umsteigen??
Der Markt ist schwierig zu überschauen, aber schliesslich habe ich mehrere Programmpakete getestet, um zu schauen, ob ein verlustfreier Umzug möglich ist.
Die gute Botschaft vorab: es ist möglich! Mit MoneyMoney ….
Vorbereitung Starmoney
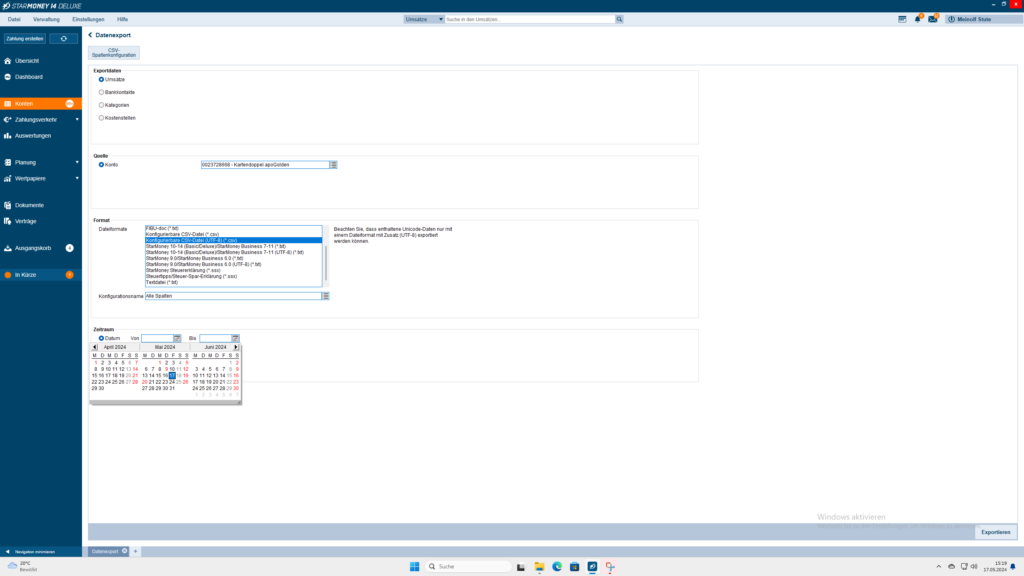
Wenn Ihre Konten unter starmoney aktuell sind, Sie “gebucht haben”, wählen Sie den Menüpunkt “Daten exportieren”

Dort sind nacheinander immer die gleichen Punkte zu beachten:
– Wahl des gewünschten Kontos
– Export als utf8/csv Dateiformat
– Datumszeitraum des Exportes
– Festlegen des Exportordners
Dieser Vorgang dauert bei 10 Konten vielleicht 5 Minuten, wenn man den Bogen heraushat.
Ein Export von Kategorien ist NICHT erforderlich, ebenso bleiben genutzte Überweisungsdaten erhalten.
Vorbereitung MoneyMoney
Dieses Programm läuft bei mir unter Mac OS Monterey und kann als Testversion heruntergeladen werden.
Die Installationsroutine nach dem Download ist selbstredend und klappt ohne Probleme.
Einmal installiert wird eine neue Datenbank angelegt und mit einem Passwort gesichert.
Nun müssen zunächst die Konten eingerichtet werden, die zuvor unter starmoney genutzt wurden.
Dafür müssen Sie bereit halten:
– die IBAN des betreffenden Kontos
– den Benutzernahmen des Kontos
– das Passwort oder unter SM als PIN bezeichnet
– eine eventuelle App, um die 2 Faktor Authentifizierung zu ermöglichen
Nach dem Anlegen der Konten schaut das Programmfenster in etwas so aus:
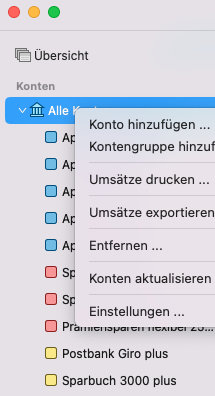
Im Hintergrund die angelegten Konten und der Dialog um weitere Konten anzulegen.
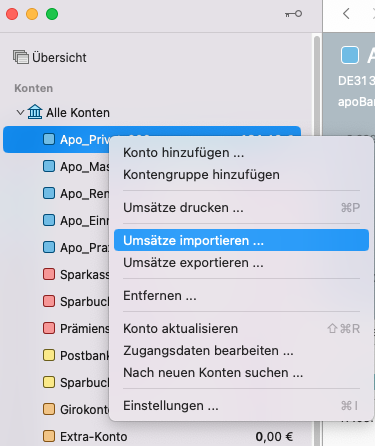
Die Importfunktion
Und nun der Import in MoneyMoney als csv/txt-Datei:
Nun wählen Sie den vorherigen Exportordner und sehen die entsprechenden Dateien:
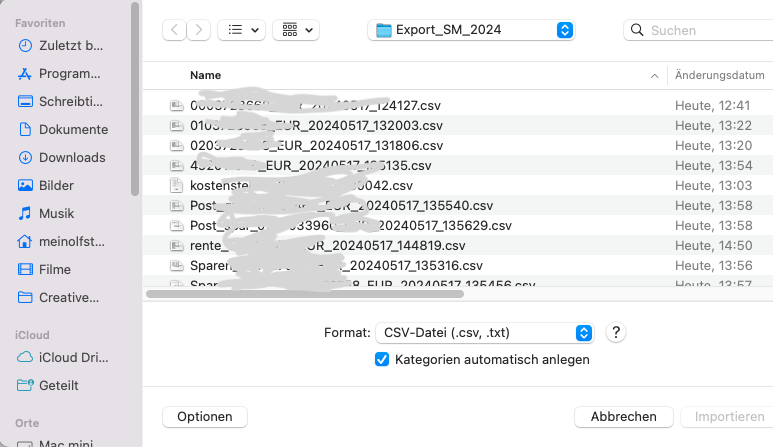
Wichtig:
immer zu dem unter MoneyMoney gewählten Konto das korrekte Exportkonto wählen.
Starmoney vergibt da automatisch die Kontonummer und Exportzeit als Dateiname. Man kann es aber auch händisch anpassen.
Nach der Bestätigung ist – auch bei bereits getätigten Rundruf der Konten – der Bestand der Daten aus SM importiert.
Aber nicht nur die Umsätze, sondern auch die Buchungsinformationen sind “wieder da”.
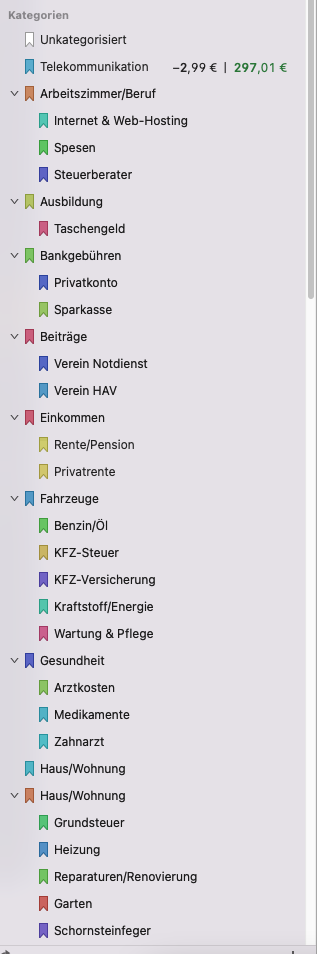
Am linken Rand des Programmfensters sehen Sie die Kategorieren und Unterkategorien, wie in SM. Und es sind sehr hilfreiche Info’s bei Klick auf die Unterkategorie hinterlegt….. Schauen Sie selber.
Und:
auch alle Informationen von Zielempfängern sind bereits eingepflegt, so dass bei Überweisungen alles wie gewohnt funktioniert.
Fazit
Da der Umstieg auf MoneyMoney für meinen bedarf alles bietet, was für übliches homebanking und Buchführung nötig ist, ist starmoney nun Geschichte.
Vieles ist in dem Programm MoneyMoney einfacher und überichtlicher gelöst, die Auswertung ist komfortabelund der Überblick über viele Konten hervorragend.
Und über den Preis kann sich niemand beschweren…… (75% eines SM Jahresabo’s!!)